1. Proposal of the problem
Railway ballast conversion equipment ZD6 series electric switch machine parts left and right shafts, inspection column is an important part of the key components of the joint seat, in order to ensure the smooth assembly process of this type of parts, the joint seat in the working state without jamming, flexible swing, It indicates that the signal is accurate, and the design pattern has high requirements on the left and right corners, the dimensional accuracy of the inspection column parts, and the geometrical tolerance requirements. In the actual production, the following phenomenon often occurs: when the outer circle of the vehicle is positioned, the center hole is positioned in the previous order. Although the actual machining allowance of the outer circle is large (about 2.5 mm on one side), there is still a phenomenon that the car is not round.
2. Cause analysis
The inspection column and the left and right turning shafts are shaft-shaped workpieces with a head shape at one end, as shown in Fig. 1 and Fig. 2.
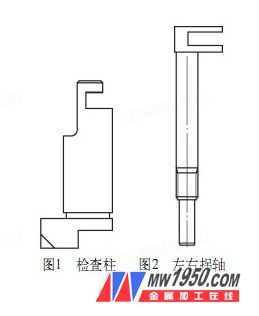
Generally, the shaft hole of the shaft part is usually processed by the three-claw self-centering chuck after lathe on the lathe. The left and right turning shafts and the inspection column belong to the one-end head shaped shaft, and the three-claw automatic centering cannot be adopted. The process is: forging the blank → using the V-shaped iron to locate the center hole of the blank outer circle → the outer circle of the vehicle.
Since the above parts are forgings, the outer diameter of the blank has a large tolerance, and the V-shaped iron is positioned to drill the center hole in the center drilling machine. The outer diameter tolerance of the blank affects the position of the center hole, resulting in a coaxiality between the center hole and the outer diameter of the blank. When the outer circle of the car is used, the profiled end is clamped by the vehicle clamp, and the center hole of the top end is pre-ordered at the other end. If the center hole is coaxial with the outer diameter of the blank, although the outer diameter of the blank is small, the process margin is Larger, there will be a phenomenon that the car is not round, resulting in waste.
3. Solution
Through the above analysis, the on-site tracking investigation confirmed that the main factors causing the positional deviation of the center hole caused by the current processing technology are: the center of the workpiece positioned by the V-shaped iron changes with the size of the outer diameter of the blank, and the center of the center drill is fixed, and both exist. eccentric. After analyzing and summarizing to find out the common features of the two parts, we started to design a center-shaped shaft centering device, as shown in Figure 3.

The device is composed of 12 parts. The bottom plate 1 is assembled and fixed with the fixed sleeve 2 and the right angle plate 8 and installed on the horizontal center drilling machine table. The fixture is positioned on the center drilling table through the bottom plate boss of the bottom plate; the screw 3 is provided with left and right sides. Rotating thread, the middle of the screw rod is matched with the optical axis, and the R4 slot in the middle of the optical axis is fixed on the fixed sleeve by the pin shaft to realize the rotation. When the lead screw 3 rotates, the left-handed card board 5 and the right-handed card board 7 are driven at the right angle board 8 Simultaneous opening and closing in the sliding groove, centering and clamping the workpiece under the action of the V-shaped groove of the left and right card plates, automatically centering accurately and reliably ensuring the processing quality of the workpiece. This device is suitable for machining shaft workpieces below φ30mm. The self-centering clamping device has been well received by the operators through the actual use on site, ensuring the processing quality of the left and right turning shafts and the inspection column parts, and greatly improving the production efficiency.
4. Effect verification
Field-proven verification of the newly designed self-centering clamping device. Through the tracking investigation of the mass production of about 4,000 pieces of the shaft machining center hole sequence, it is found that the coaxiality has reached the process requirements, and the product qualification rate has reached 100%, which solves the long-disturbing problem of the end hole machining of the one-end shaped shaft drill center. This structural tooling can solve the problem of different axis from the outer diameter of the blank when the center hole of one end shaped workpiece is drilled.
Multi-Function MDF,Interior MDF Door,PVC-Bathroom-Door-Price
Kingkind Industry And Trade Co., Ltd , http://www.86steeldoors.com